The global lighting industry has undergone a seismic shift from traditional incandescent and fluorescent technologies to Light Emitting Diodes (LED). Today, LED bulb manufacturers are at the forefront of a market projected to reach over $100 billion by 2030. This transformation is driven by a worldwide mandate for energy efficiency, carbon footprint reduction, and the rise of smart city infrastructure.
In the industrial sector, factories and warehouses are replacing high-pressure sodium lamps with high-efficiency LED bulbs to reduce operational costs by up to 70%. Meanwhile, in the commercial sphere, the emphasis has moved toward Human-Centric Lighting (HCL), which adjusts color temperatures to improve productivity and well-being in office environments.

The next decade of lighting is defined by Connectivity. As a leading LED factory, we are observing three major trends:
LED bulbs are now equipped with sensors and WiFi/Bluetooth modules. This allows for seamless integration with Google Home, Alexa, and Tuya ecosystems. Smart bulbs are becoming the data nodes for smart buildings, collecting occupancy data to further optimize energy usage.
Manufacturers are focusing on "Repairable LED" designs and using recycled materials for heat sinks and housings. Reducing plastic usage and ensuring components are easily separable for recycling is a top priority for European and North American procurement teams.
For international buyers—from large-scale retailers like Home Depot and IKEA to government contractors—selecting an LED manufacturer requires a rigorous audit of technical capabilities and certifications.
Compliance with CE, RoHS, UL, and SAA is non-negotiable. It ensures the product is safe for specific regional grids and environmental standards.
Buyers now demand 150lm/W or higher. High efficiency means fewer bulbs are needed to achieve the required Lux levels, saving both hardware and energy costs.
The ability to customize beam angles, CRI (Color Rendering Index >90), and casing colors is vital for architectural and boutique retail projects.
Founded in 2008, Guangdong Guangyao Lighting Co., Ltd. is a premier LED lighting manufacturer based in the heart of China's lighting hub. We specialize in the R&D, production, and sales of high-end LED solutions.
Our facility operates under the ISO9001:2015 quality management system, ensuring every bulb leaving our factory meets stringent international standards. With a focus on commercial lighting, we have established ourselves as a trusted OEM/ODM partner for renowned global brands.



Our State-of-the-Art Production Facility
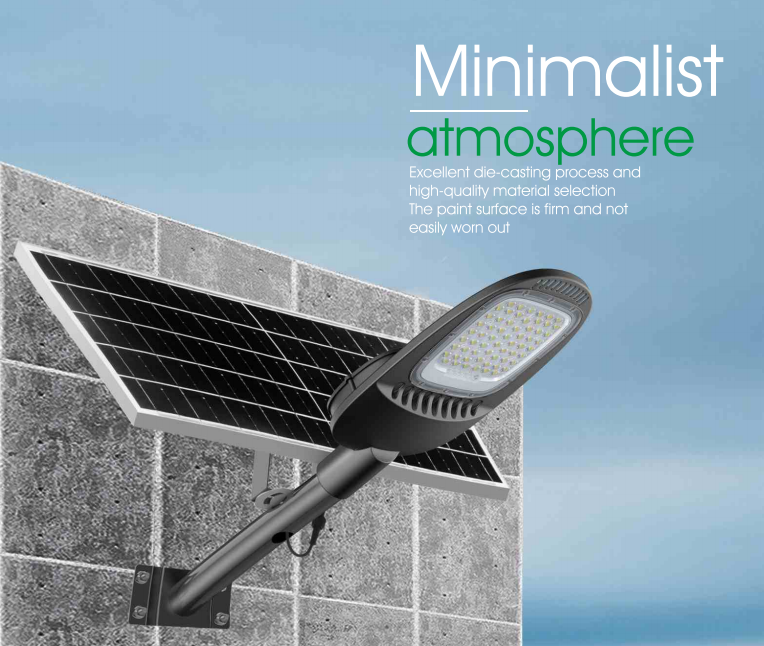


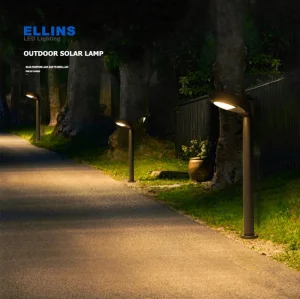
Our integrated solar street lights are utilized in remote areas and modern highways, providing sustainable safety without the need for expensive grid cabling.
From the Murano chandeliers in grand lobbies to the portable cordless lamps in boutique restaurants, our lighting creates the perfect ambiance while maintaining low energy overhead.
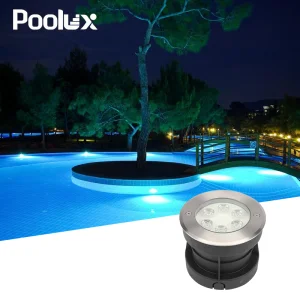
In high-moisture or dusty environments, our IP65 and IP67 rated floodlights and garden uplights ensure durability and long-term performance.
To understand why LED bulbs from top manufacturers are superior, one must look at the internal components. The Driver (the power supply) is the heart of the bulb. High-quality manufacturers use IC-regulated drivers that prevent flickering, which is essential for eye health and high-definition video environments.
Furthermore, Thermal Management is the biggest challenge in LED design. While LEDs don't produce heat in the form of IR radiation like incandescent bulbs, they do generate heat at the junction point. Our factory uses high-grade die-casting aluminum housings to dissipate this heat efficiently, ensuring that the LED chips do not degrade prematurely.
We utilize both Chip on Board (COB) and Surface Mounted Device (SMD) technologies. SMD is ideal for wide-angle lighting like general-purpose bulbs and strip lights, offering high versatility. COB, however, is the preferred choice for spotlights and downlights where a single, powerful beam of light is required with better thermal efficiency.
Our production lines are increasingly automated, using AI-driven optical inspection systems to detect even the slightest variation in color temperature (SDCM < 3). This level of precision ensures that when you order 10,000 bulbs, every single one will have the exact same light quality.